- Home
- PRODUCT CENTER
- ABOUT US
- BLOG
- Application
- FAQ
- CATALOGUE
- Contact Us
When making complex surface parts like aerospace impellers, ship propellers and automotive turbines, traditional 3-axis machine tools have three big problems:
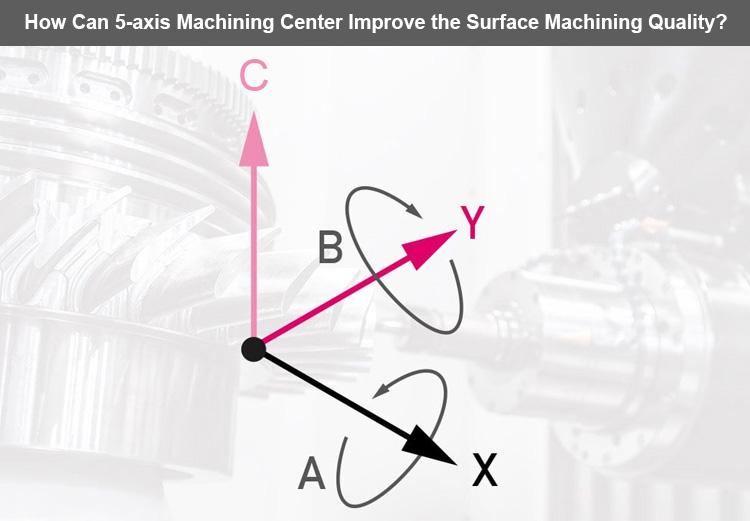
The five-axis machining centre achieves three major technological breakthroughs through the XYZAC five-axis linkage:
| Technical Solutions | Traditional Three-Axis | Five-Axis Optimisation Effects |
|---|---|---|
| Transmission Method | Ball screw + gearbox | Linear motor direct drive |
| Response Speed | Acceleration 0.3g | Acceleration 2.5g |
| Backlash | 0.01mm | 0.000mm (no mechanical transmission) |
Here’s an example of how it’s done: after an aviation blade factory switched to a linear motor five-axis machine tool, the blade root groove went from 1200mm/min to 4800mm/min, and the surface ripple dropped by 72%.

Global forward-looking optimisation:
CAM software generates i-code to support continuous forward-looking programming of up to 8,000 lines.
Smooth transition of speed/acceleration curve to eliminate corner impacts.
Double NURBS interpolation:
Simultaneous fitting of the tool tip point and tool axis vector to a fifth-order spline curve.
Speed fluctuation rate<±2%, acceleration change rate<0.1g/s.
| Material Type | Cutting Tool Innovation | Surface Quality Improvement |
|---|---|---|
| Titanium Alloy | Corrugated-edge ball nose end mill | Ra reduced from 0.8μm to 0.4μm |
| High-temperature alloy | Internal cooling corn end mill | Cutting temperature reduced by 200℃ |
| Composite material | Diamond-coated conical milling cutter | Burr height <0.01mm |
Key Process Points:
Use 10-30° inclined side milling to avoid zero-speed cutting on the bottom surface.
Spiral feed instead of vertical downward cutting to reduce impact vibration.
Database for cutting:
Stores up to 5,000 material-tool-parameter combos.
Automatically recommends optimal speed/feed (error <3%).
Online monitoring system:
Acoustic emission sensor detects tool wear in real time.
Automatically compensates for tool wear (accuracy 0.001mm).

Traditional Process:
5 set-ups needed, cumulative error 0.12mm.
Processing cycle 72 hours, 8 tools used.
5-axis Solution:
5-sided processing done in one set-up.
Cycle time reduced to 28 hours, 3 tools used.
Blade contour accuracy 0.015mm (300% improvement).
Technical difficulties:
Diameter > 8m copper alloy propeller surface distortion control.
Traditional processing tool marks obvious (height > 0.1mm).
Five-axis innovation:
Trochoidal milling process to achieve continuous cutting.
Surface roughness Ra 0.8μm, profile accuracy ± 0.05mm.

Virtual Machine Tool System:
1:1 restore the kinematics model of the physical machine tool.
48-hour early warning of tool interference risks.
Application Case: virtual testing of a turbine housing for a car company before machining to avoid 17 potential collisions.
Deep Learning Engine:
Analyses 100,000+ machining records to build a predictive model.
Offers real-time recommendations for the best cutting parameters (response time: < 0.1s).
Results Data:
Machining efficiency increased by 25%.
Tool life extended by 40%.
Modular design: quick-change motor spindles enable combined turning and milling (switching time < 15 minutes).
Carbon-fibre structure: 40% weight reduction of the machine bed, 50% improvement in dynamic response.
Quantum measurement system: nanometre-level precision feedback control (resolution 0.1nm).
Quality of your CNC machining supplier can make or break your production strategy. Whether you’re sourcing for prototypes or high-volume orders, choosing the right CNC partner ensures product accuracy……>>Read more
Machining centres play a key role in the efficient production of precise and complex components. The different types include vertical machining centres (VMCs) and gantry machining centres (GMCs)……>>Read more
Today, CNC manufacturing is widely used in various industries. Computer numerical control (CNC) processing has revolutionized manufacturing, producing parts with increasingly complex geometries at ever-faster speeds…...>>Read more

